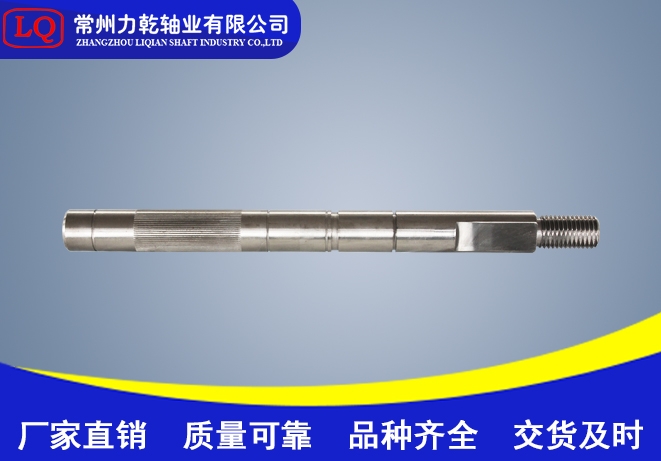
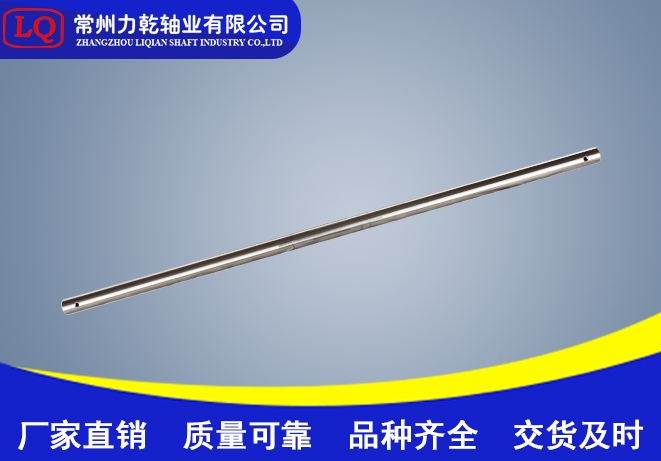
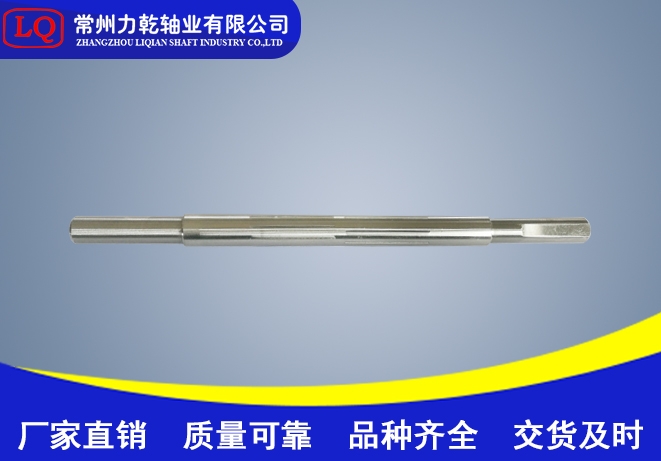
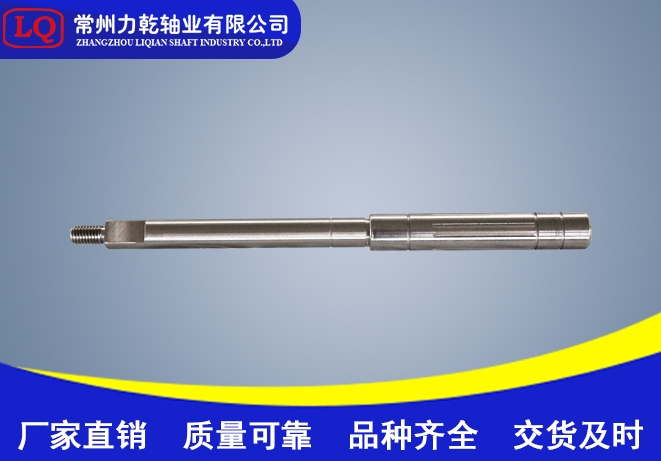
主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
 | 服务热线: |
| 13775170618 |

主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
| 服务热线: |
| 13775170618 |

常州力乾轴业有限公司
联系人:胡力健
手机号:13775170618
电话:0519-88381085
邮箱:437658709@qq.com
网址:www.liqianzy.com
地址:常州市戚墅堰前杨工业区158号
电机轴承装置的好坏与否,将直接影响到轴承的精度、寿数和功能。因此,请充沛研究轴承的装置,即请依照包括如下项目在内的操作标准进行轴承装置。
● 清洗轴承及相关零件,(对现已脂光滑的轴承及双侧具油封或防尘盖,密封圈轴承装置前则无需清洗。)
● 检查相关零件的尺度及精加工状况
● 装置办法
轴承的装置应根据轴承结构,尺度大小和轴承部件的合作性质而定,压力应直接加在紧合作得套圈端面上,不得经过滚动体传递压力,轴承装置一般选用如下办法:
a. 压入合作
轴承内圈与轴使紧合作,外圈与轴承座孔是较松合作时,可用压力机将轴承先压装在轴上,然后将轴连同轴承一同装入轴承座孔内,压装时在轴承内圈端面上,垫一软金属资料做的装置套管(铜或软钢)。
轴承外圈与轴承座孔紧合作,内圈与轴为较松合作时,可将轴承先压入轴承座孔内,这时装置套管的外径应略小于座孔的直径。
如果轴承套圈与轴及座孔都是紧合作时,装置室内圈和外圈要一起压入轴和座孔,装置套管的结构应能一起押紧轴承内圈和外圈的端面。
b.加热合作
经过加热轴承或轴承座,利用热膨胀将紧合作转变为松合作的装置办法。是一种常用和省力的装置办法。此法适于过盈量较大的轴承的装置,热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80-100℃,然后从油中取出赶快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后能够再进行轴向紧固。轴承外圈与轻金属制的轴承座紧合作时,选用加热轴承座的热装办法,能够避免合作面受到擦伤。
用油箱加热轴承时,在距箱底必定距离处应有一网栅,或许用钩子吊着轴承,轴承不能放到箱底上,以防沉杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超越100℃,以防止发生回火效应,使套圈的硬度降低。
电机的主要作用是发生驱动转矩,作为用电器或各种机械的动力源,所以说电机是设备的关键部件,那么在遇到电机轴磨损的时分,咱们要及时采纳有用的办法去处理才行,下面一同来看看电机轴维修办法及具体操作步骤。
在对电机轴维修前,咱们先来看下常见的电机轴磨损原因:

1.设备受装置、检修、光滑等不规范、不及时、不到位等原因形成设备快速磨损;
2.受振动、压力、冲击等力的影响,形成合作部件的冲击磨损;因为金属材质强度较高,让步性较差,长时间运转必然形成空隙的不断增大,因此磨损、裂纹、断裂等现象也就无法避免;
3.制造质量不高,热处理达不到要求等形成磨损;严峻时轴头折断。
加上轴承室磨损严峻,经过多种办法的对比,挑选以下操作,具体的操作步骤如下:
1. 检查轴承位磨损状况,确定定位面后丈量直径尺度并做记载;
2. 工装加工内孔,依照现场丈量数据为准;
3. 用氧气乙炔外表除油,然后打磨修正面,保证外表粗糙以增大粘结力;
4. 无水乙醇清洗修正外表,装置工装空试是否合适;
5. 空试完成后,按份额谐和SD7101H资料,谐和至均匀无色差停止;
6. 把谐和洽的SD7101H资料涂抹在修正面上,装置工装到位;
7. 加温固化,提高资料功能而且能够快速固化;
8. 拆开工装,核实修正尺度,承认无误后去除剩余资料后装置轴承;
9.装置轴承到位,修正结束共用6小时。

常州力乾轴业有限公司
电话:0519-88381085
地址:常州市戚墅堰前杨工业区158号