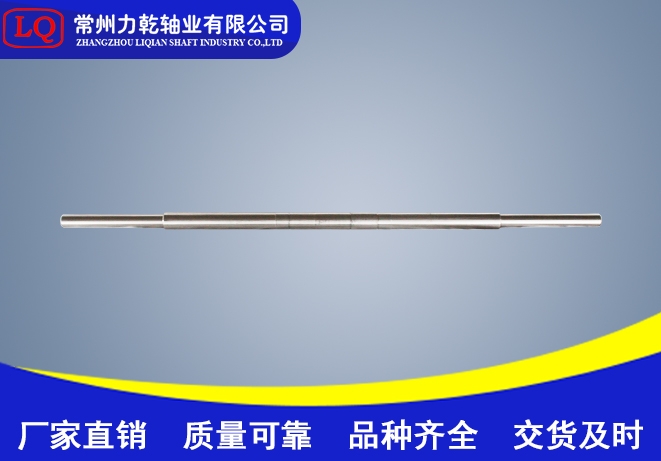
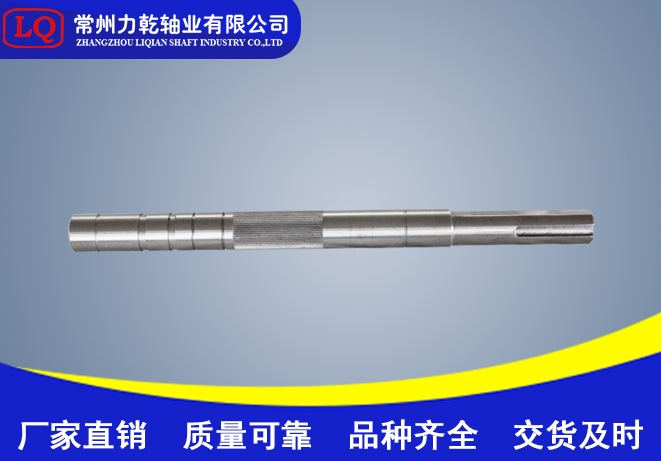
主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
 | 服务热线: |
| 13775170618 |

主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
| 服务热线: |
| 13775170618 |

常州力乾轴业有限公司
联系人:胡力健
手机号:13775170618
电话:0519-88381085
邮箱:437658709@qq.com
网址:www.liqianzy.com
地址:常州市戚墅堰前杨工业区158号
怎样对风机轴进行冷却?
风机轴锻件的应用寿命对用户来说至关紧张,而风机轴锻造历程的各个关节干脆影响着锻件的品质。风机轴锻件的加热温度,始锻温度、终锻温度、以及降温速度等对风机轴锻件的品质有着非常大的关系。风机轴锻件在锻造以后尤其是终端温度超过850℃,要求必须疾速冷却,在冷却历程当中,若冷却速度不当会发生锻件开裂、网状碳化物等缺陷,紧张低落锻件的机器机能,影响风机轴的应用寿命,轻则返工处分,重则整批报废并且有可能发生人身安全,造成重大的经济丧失。基于此目的,开展此方面研究,作用重大。
风机轴锻件在冷却历程当中由于冷却不当会发生开裂、网状碳化物等缺陷。

开裂:钢在冷却时总是表面先冷,依靠热传导把热量从里面传到表面,再发放到四周情况去。表面面的温度总是低于里面,形成热应力,热应力过大这是造成开裂的要紧缘故。所以防止开裂的技巧应根据钢材的材质差别选定得当的冷却温度。关于碳钢和低合金钢,由于它们的导热性好,当界面不太大时不会形成非常大的热应力,可以较快的冷却。
网状碳化物:在冷却时渗碳体味沿着奥氏体的晶粒界限析出,形成网状碳化物。停锻温度越高,冷却速度越慢则形成的碳化物网状越大。网状碳化物大低落了钢的打击韧性,使车工加工难题,淬火时容易开裂。关于细网状的锻件必须在进行一次球化退火,关于粗网状碳化物则必须在退火前加一道正火处分来改正。
传统的降温方式,固然满足工艺要求,不过由于有些锻件终锻温度在900℃摆布,风机轴锻件经过传送带后聚积在料筐中,再加上喷嘴的方向是固定不变,造成风机轴锻件不可以全方位的进行降温并且降温速度慢,全部锻件高低部位的温度有温差,后加工的风机轴锻件由于温度较高,会把热量传给之前曾经降温的锻件,这样重复的升温降温对风机轴锻件的品质极端晦气,没有有用的控制手法,容易形成大的网状碳化物,所以需求进行革新。

常州力乾轴业有限公司
电话:0519-88381085
地址:常州市戚墅堰前杨工业区158号