主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
 | 服务热线: |
| 13775170618 |

主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
| 服务热线: |
| 13775170618 |

常州力乾轴业有限公司
联系人:胡力健
手机号:13775170618
电话:0519-88381085
邮箱:437658709@qq.com
网址:www.liqianzy.com
地址:常州市戚墅堰前杨工业区158号
转轴的零配件加工齐全后,需严格按照工程师提供的流程图组装加工,组装人员需要具备一定的加工水平。定制外转子电机轴生产厂家空心结构的转轴结构相对简单,易加工生产,主要由公母轴配合产生扭力,每个尺寸都会有对应的扭力值范围,不能超出或过小扭力,过大容易产生结构被破坏,需要较精密的配件,尺寸公差需严格按标准执行,组装生产的转轴需要达到一定的精度才能算得上是精密转轴。淄博定制外转子电机轴空心结构强度对扭力影响较大,设计主要以公轴高强度为主,来配合母轴外观尺寸来设计转轴。
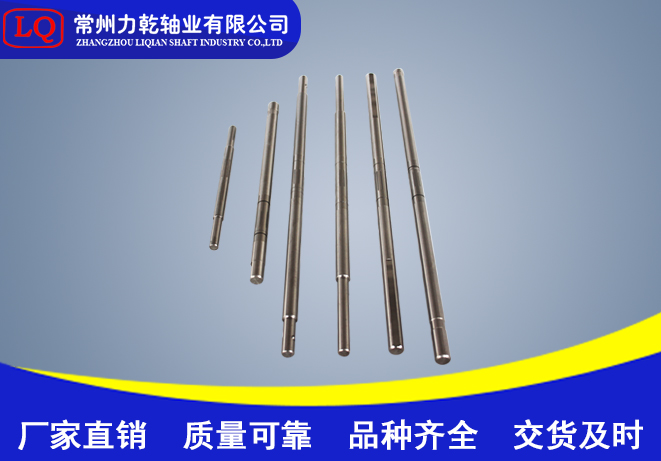
在电机的生产中,加工电机轴一般需要先钻两头的中心孔,在普通车床上用卡盘加紧轴,钻完一端中心孔后调头再钻另一端中心孔,一根电机轴的两端轴中心孔需要两次装卡,既费力又费时。定制外转子电机轴生产厂家利用这种钻具,只要用手扶住电机轴就可以加工,比原加工方法提高效率数倍,并且减轻了劳动强度,使用方便即使技术不熟练的操作员也能胜任。淄博定制外转子电机轴钻具体可利用焊上的一块方铁装夹在刀架上加工前,先摇动钻具体使它处于中心钻夹头的适当位置中。
锥形套装入尾座的锥孔内。淄博定制外转子电机轴可防止锥形滑套滑出并控制中心孔的深度。钻具体上设有定位螺钉。钻具体可利用焊上的一块方铁装夹在刀架上加工前,先摇动钻具体使它处于中心钻夹头的适当位置中。然后,校准钻模体的中心,并夹紧在刀架上。先开动机床,然后把工件放入锥形滑套中,摇动尾座手轮,使锥形套压住工件并向中心钻方向移动(进刀)即可钻出中心孔。定制外转子电机轴生产厂家将尾座和锥形套一起摇回原位,调头加工另一端中心孔。为提高中心孔的光洁度和中心钻的耐用度,在加工时,可利用钻具体上的圆孔和锥形滑套上的长形槽浇入冷却液。这种钻具的特点是:制造方便、操简单,宜于推广。
这种传统的装配方式存在以下弊端:转轴存储在本地或服务器的指定位置中,使用时用户根据需要进行选取。对于标准件库层次较为复杂的情况需要逐级查找,选型困难;转轴没有成组装配,需要逐个依次装配,并且每两个零组件之间要实现完备的装配,淄博定制外转子电机轴至少需要定义两个约束关系,操作繁琐,效率低下;对于已经装配的转轴进行规格修改或者删除时,定制外转子电机轴生产厂家需要逐个进行操作,效率低且不符合设计习惯;转轴开孔一般先打孔再装配转轴,转轴规格与螺孔尺寸没有关联,设计变更时无法同步更新;转轴的组合方式、配合方法需要查询相关标准或机械设计手册,不方便企业常用转轴知识的累积和传递。
电机轴磨损比较轻微的时候可以采取这种修复方法,这种方法是早期比较常用的,修复比较快,通过过盈将轴套安装在轴颈上,通过在表面安装几个固定销,让销子与轴套在经过焊接后稳固起来。定制外转子电机轴生产厂家如果磨损的比较严重,那么这种方法就明显不适用了。这种方法使用过渡加上热装轴套,等到冷却过之后再进行同心度配要求,随后注胶粘接。淄博定制外转子电机轴在注胶的时候为了能够保证交流顺利的柳丁,可以在套内开设螺旋槽。这种修复的办法比较简单,一般可以一次性的修复完。
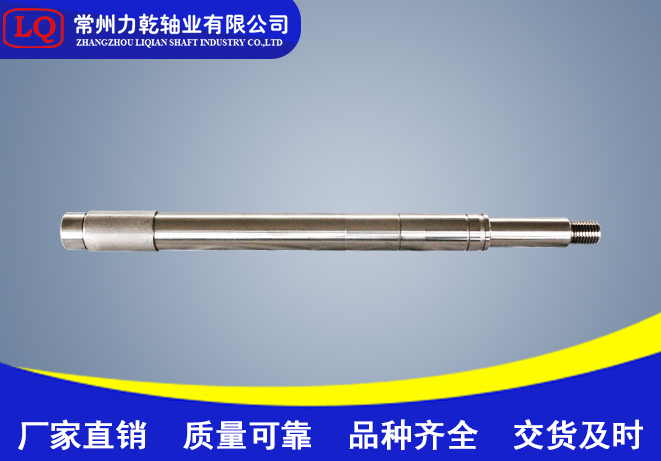
电机轴分为光轴和辐板轴两大类,这要根据电机转子轴孔的大小而定,不管是光轴还是辐板轴其加工艺大体上是一样的,定制外转子电机轴生产厂家在铁芯档上都是通过车削加工其与铁芯的配合关系多为H7/k6,当然这也要根据电机转子所承受的转矩有关,可根据计算加上经验得出,电机的轴伸端是与客户接口的部位,要进行精磨,淄博定制外转子电机轴一是要美观,另外精磨后与联轴器接触面积较大受力均匀,可满足电机传递扭矩的用途,键槽需要铣床加工,一般说来,电机轴的加工工艺为:粗车/打中心孔-精车/需要磨的部位留磨削余量-磨削-铣削。

常州力乾轴业有限公司
电话:0519-88381085
地址:常州市戚墅堰前杨工业区158号


